Albany uChip

1. Présentation du projet
Choix du chip à utiliser
Présentation de la carte à base de Coldfire 5272 de Arcturus Networks
Détails sur le timing et les cartes à crochets
Registres de données internes à la carte TIS
Brochage dune carte TIS
Chronogramme
Les Temps
Cycle de fabrication des toiles
Descriptions et échantillons de toiles
2. Moyens préliminaires disponibles et contraintes de réalisation
1. Présentation du projet
Albany France développe en interne des machines spécifiques pour la fabrication de toiles de formation et de toiles de séchage, pour lindustrie papetière. Les toiles peuvent atteindre une largeur de 13 mètres et sont actuellement constituées de fils en matière plastique (polyamide par exemple), les premières toiles ayant été métalliques.
L'usine de Sélestat réalise en particulier des bancs de jonctionnement de toiles qui permettent de réaliser une bande de toile en boucle par tissage des 2 extrémités de la bande ouverte. Cette opération est réalisée sur un banc piloté par un automate. Le temps de jonctionnement dune toile atteint 24 à 48 heures pour les plus larges. Ces bancs sont ensuite dispatchés dans les différentes usines du groupe Albany International.
Un PC industriel muni d'un écran tactile servant d'IHM et permettant des affichages de synoptiques pilote un système de vision avec surveillance de zones pour une détection automatique de défauts. Le PC envoie les trames du motif à tisser à un banc de cartes à crochets qui ont pour fonction de soulever certains fils de chaînes tout en en laissant dautres en place avant le passage de la navette du fil de trame. Le PC pilote le banc de cartes au travers de 2 interfaces (nommée ITF sur le schéma ci-dessous) fabriquée par Albany et dune carte dE/S nommée TTC ci-dessous. La transmission des signaux CLK, DATA et FEEDBACK se fait au format différentiel pour des raisons de distance et dimmunité au bruit.
Système actuel :
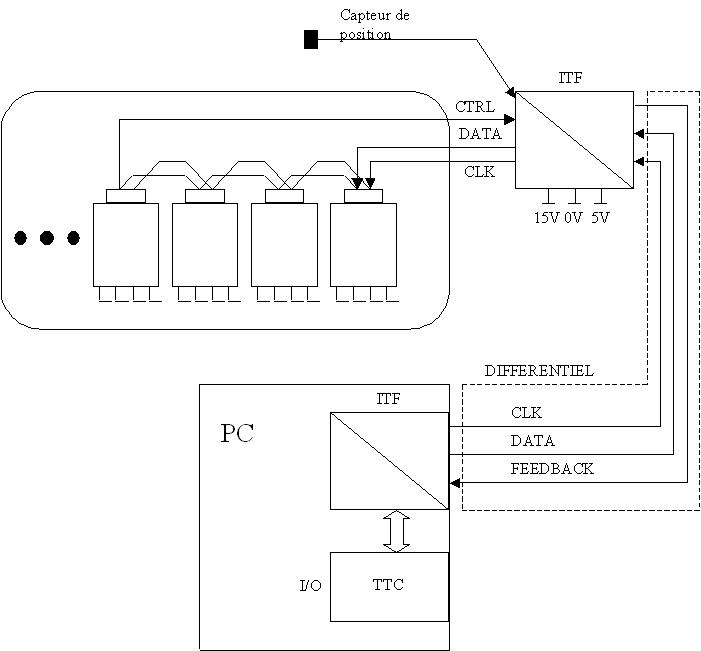
Le signal CLK comme Clock est lhorloge permettant de rythmer les échanges entre le PC et le banc de cartes à crochets.
Le signal DATA véhicule les données à transférer entre le PC et le banc de cartes à crochets. DATA est la sortie dun registre à décalage de la carte ITF, ce registre étant chargé en parallèle au préalable par un port dE/S de la carte TTC du PC.
Les données DATA sont ensuite chargées dans les cartes à crochets qui contiennent elles-mêmes des registres à décalage. Lorsque la trame complète des données est chargée et que le capteur indique que le banc est dans la bonne position, le contenu des registres à décalage des cartes à crochets est sorti en parallèle et chaque sortie actionne son crochet grâce à un électro-aimant piloté par une petit circuit dinterface de puissance.
Le signal FEEDBACK est la sortie des registres à décalage après chargement des données dans les cartes, son retour vers le PC permet de vérifier lintégrité de la trame de données.
On rappelle ici que ces signaux sont convertis en mode différentiel pour une meilleure immunité au bruit et aux parasites, comme on fonctionne dans un milieu industriel.
Le but du projet est de remplacer lensemble carte dE/S, les interfaces ITF et le câblage des signaux en mode différentiel par une carte intelligente à base de microcontrôleur, plus simple, dune mise en uvre plus souple et moins coûteuse La liaison entre le PC et le monochip respectera un des formats standards suivants (voir schéma ci-dessous) :
- Réseau Ethernet
- CAN-Open
- RS-232
- USB
On veillera à offrir un choix entre plusieurs modes de liaison pour un maximum de souplesse. La liaison au format RS-232 est demandée notamment en cas de pilotage du banc de cartes par un automate.
Lusage dun monochip permettra aussi de profiter de lintelligence locale du chip en le chargeant de lenvoi répétitif des trames, ce qui déchargera le PC (un seul envoi du motif au départ).
Nouvelle interface :
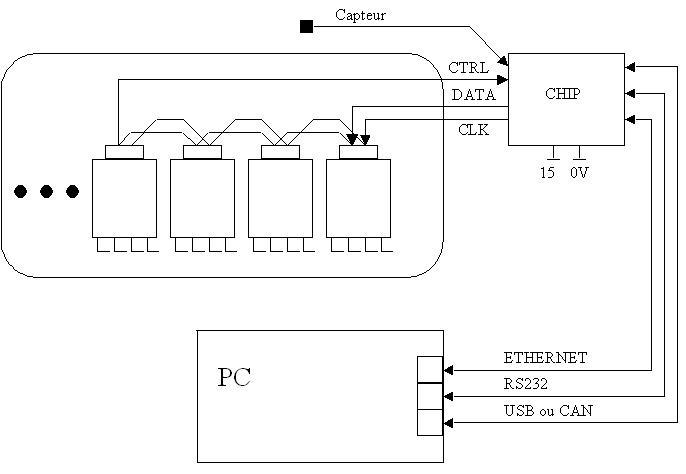
On offrira un choix de modes de communications maximum parmi les interfaces Ethernet, RS-232, USB et CAN-Open (en fonction des possibilités du chip) et on développera les programmes correspondants aux différents modes de communication.
Exemple de communication possible entre les deux systèmes:
"DATA" 00FBE03C0
. (en Hexadécimal)
"FREQ" 10 (µs)
"T1"
"T2"
"STATUS"? (error feedback, état des capteurs)
"TOP" 20 (ms)
"SETTOP"200 (ms)
DATA : données représentant l'état des crochets au prochain pas.
FREQ, T1, T2 : définition des timings de transmissions (registre décalage)
STATUS : renseigne sur différents états des capteurs ou du chip.
TOP : paramétrage de la longueur du TOP daccrochage.
SETTOP : active le signal de validation d'accrochage pendant un temps (ms) (diagnostic)
Laccès au chip pourra se faire via une page web pour la configuration et le diagnostic.
On mettra également en place la gestion de plusieurs fonds de panier (Jacquard à double rangée type M5000 par exemple).
Choix du chip à utiliser :
Le choix du chip a été réalisé en projet en 2007. En effet, ce sujet a déjà été proposé en 2007 et comme une partie seulement du travail a été finalisée, les étudiants de la promotion 2008 continuent le travail sur ce projet. On avait proposé 2 modèles en usage dans la section IRIS à Colmar pour des raisons de commodités et de disponibilité du matériel : lIPC Chip de Beck-Festo et la carte sous µCLinux à base de Coldfire 5272 de Arcturus Networks. LIPC Chip sest révélé trop lent pour le respect des timings de pilotage des cartes à crochets, par contre, la carte Coldfire 5272 convient.
Il faudra vérifier si la vitesse de commutation des sorties numériques est suffisante pour réaliser le timing nécessaire au fonctionnement correct des cartes à crochets.
Ce chip se programme principalement en C ou C++ sous lenvironnement Borland 5.02 qui permet de spécifier à quel processeur on a affaire (en loccurrence ici, un 80186).
Présentation de la carte à base de Coldfire 5272 de Arcturus Networks
Cette carte est au format carte de crédit ; elle peut être utilisée seule ou plus facilement avec une carte support offrant diverses commodités.

Le module processeur à base de Coldfire 5272, processeur de Freescale, au format dune carte de crédit. Un connecteur permet les raccordements, ici en bas de la carte (de type soDIMM à 144 broches). Le processeur Coldfire 5272 est un microcontrôleur évolué issu de la famille 68000.

Le kit complet avec la carte support comportant lalimentation, les câbles, les logiciels
La carte support présente les connecteurs standard pour les 2 prises réseaux Ethernet, les liaisons séries,
On y trouve aussi une zone à wrapper pour les développements personnels, des boutons-poussoirs pour tester les ports en entrée, des voyants à LED sur les ports de sorties.
La carte fonctionne sous µCLinux, une variante embarquée de Linux.
Remarque
Il est possible que sur le développement de la carte dinterface prévue pour accueillir le chip, Albany mette en place un emplacement pour connecter une mémoire Flash contenant les cartes de tissage (positions successives des crochets pour obtenir le motif voulu).
Détails sur le timing et les cartes à crochets
Aperçu de laspect externe dune carte à crochets
Une trame complète, constituée de 576 coups dhorloge et des données correspondantes (24 cartes à 24 crochets, soit 576 données), doit être envoyée toutes les 500ms. Mais on ne dispose pas du cycle complet de 0,5s pour envoyer les données aux cartes pour des raisons mécaniques (position de banc de carte, maintien des positions précédentes des crochets
) ; il faudra en-voyer la trame complète en 1 à 2 ms, ce qui donne une durée de top dhorloge de lordre de 2 µs.
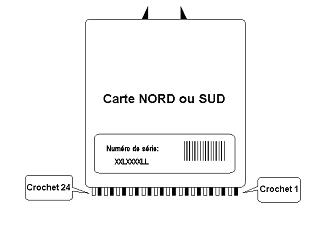
La carte à crochets TIS se présente sous la forme dun boîtier plastique blanc muni de 24 crochets mobiles alternativement de couleurs grises et blanc dun côté et dun connecteur HE10 mâle 16 broches de lautre.
Composition :
Une carte TIS est composée :
- de 24 crochets mobiles
- dun connecteur de type HE10 mâle 16 broches
- dun numéro de série
- du circuit imprimé
Numéro de série :
Il est composé de la manière suivante :
01 N 1234 XX
01 : lannée de fabrication de la carte
N : type de la carte N pour NORD ou S pour SUD
1234 : numéro unique didentification
XX : identifiant de version
- AD : ancienne version
- CD : nouvelle version
- E : carte neuve
- ER : carte neuve récupérée
Registres de données internes à la carte TIS :

La carte TIS est composée de 3 registres à décalage de 8 bits chacun.
Il existe deux types de cartes TIS lune NORD lautre SUD, car les signaux DCC et RCC sont inversés pour des raisons de montage sur lappareil de jonctionnement.
TCA 3727 : Ce circuit permet de commander les bobines de la carte TIS permettant le déplacement des crochets de la carte. Cest en fait un circuit destiné à piloter des moteurs pas-à-pas, utilisé ici pour les électro-aimants des crochets.
Brochage dune carte TIS :
Ce tableau représente le brochage du connecteur de la carte TIS
| Broche | Fonction | Remarque |
| CarteNORD CarteSUD | |
| 1 | 0V | |
| 2 | DCC RCC | Entrée / Sortie des registres |
| 3 | ICC | Actif état haut Mode faible consommation TCA 3727 Ibobine = 0 |
| 4 | 0V | |
| 5 | ACP | Actif état haut Ibobine = Imax |
| 6 | +15V | |
| 7 | +15V | |
| 8 | +15V | |
| 9 | ACI | Actif état haut Ibobine = Imax |
| 10 | 0V | |
| 11 | HCC | Actif sur front montant, Horloge des registres |
| 12 | 0V | |
| 13 | +5V | |
| 14 | 0V | |
| 15 | RCC DCC | Entrée / Sortie des registres |
| 16 | 0V | |
Outre les broches dalimentation en +15V pour les bobines et en +5V pour lalimentation de lélectronique de la carte, on y découvre plusieurs signaux de commande :
ICC (Inhibition Carte à Crochets) : Ce signal permet de mettre tous les circuits TCA 3727 en mode faible consommation. A létat haut, ce signal ne permet aucune action sur les crochets quelle que soit la position des autres signaux de commande.
ACP (Activation Crochets Pairs) : Ce signal permet de commander le déplacement de tous les crochets pairs de la carte. Le sens de déplacement sera donné par les bits pairs correspondant dans le motif. Un niveau haut du bit du motif avancera le crochet de la carte TIS et permettra laccrochage du crochet de harnais de la machine correspondant. A linverse, un niveau bas décrochera le crochet de harnais.
ACI (Activation Crochets Impairs) : Ce signal permet de commander le déplacement de tous les crochets impairs de la carte. Le sens de déplacement sera donné par les bits impairs correspondant dans le motif. Un niveau haut du bit du motif avancera le crochet de la carte TIS et permettra laccrochage du crochet de harnais de la machine correspondant. A linverse, un niveau bas décrochera le crochet de harnais.
HCC (Horloge Carte à Crochets) : Ce signal dhorloge permet le décalage des données à lintérieur des registres de la carte TIS.
RCC (Retour Carte à Crochets) : Correspond à la sortie du troisième registre à décalage de la carte TIS. Ce signal permettra la propagation du motif vers une autre carte TIS ou, pour la dernière carte, permettra de récupérer le motif pour tester la validité des registres de la carte en le renvoyant vers le chip (et vers le PC éventuellement).
DCC (Données Carte à Crochets) : Correspond à lentrée du premier registre à décalage de la carte TIS. Cette donnée sera propagée dans les registres lors du prochain front montant du signal HCC, dabord sur la première carte, puis de carte en carte.
Chronogramme :
Aperçu du chronogramme des signaux à respecter (un chronogramme précis sera fourni) :

Les Temps :
Tai (Temps dAttente Inhibition) : Correspond au temps dattente entre la transmission des données à la carte et linhibition des crochets.
Ticc (Temps Inhibition Carte à Crochets) : Correspond au temps de validation des crochets de la carte TIS.
Tas (Temps Attente nouvelle Séquence) : Correspond au temps dattente entre 2 séquences
Cycle de fabrication des toiles
La société ALBANY INTERNATIONAL France produit et vend au niveau international des toiles pour des machines de pâtes à papier.
Ce cycle de production se présente en 11 étapes comme suivant :
Etape 1 «La réception des bobines de fils» :
Ces bobines suivent une norme précise qui est imposée aux fournisseurs.
Etape 2 «Lourdissage» :
Cette opération consiste à transférer les fils des bobines sur un disque de manière régulière, réutilisé par les métiers à tisser.
Etape 3 «Le tissage» :
Les toiles sont tissées à laide de machine pouvant supporter jusquà 100 000 fils de largeur. La qualité de la toile est contrôlée par un système de surveillance électronique capable de déceler la moindre anomalie. Un contrôle visuel et minutieux permet de valider la qualité de la toile.
Etape 4 «Une jonction provisoire» :
Cette opération est réalisée à laide dune machine à coudre afin dobtenir une toile provisoirement jonctionnée.
Etape 5 «Thermofixation» :
La toile subit un traitement thermique afin dobtenir les propriétés mécaniques requises (passage entre des rouleaux chauffants et exerçant une pression).
Etape 6 «Ravelling automatique et manuel» :
Cette opération consiste à retirer les fils en largeur de la toile pour permettre la jonction entre 2 toiles. Opération faite à laide dune machine sur 20 mm puis les fils sont retirés à la main pour éviter la détérioration des fils sur 135 mm.
Etape 7 «Jonctionnement » :
Lopération de jonctionnement demande une grande minutie ; il sagit de retisser le motif de la toile afin de réunir les 2 toiles sans que la jonction soit visible. Pour réaliser cette étape, on utilise une machine spéciale automatique munie dune tête jacquard, développée par le service de recherche et de développement de Albany International France (une sorte de machine à coudre très sophistiquée).
Etape 8 «Thermofixation»:
La toile subit à nouveau un traitement thermique.
Etape 9 «Finition»:
Dernier contrôle apporté pour la qualité de la toile afin de déceler une anomalie.
Etape 10 «Stockage et expédition» :
Les toiles sont entreposées avant dêtre expédiées.
Etape 11 «Service Après - Vente» :
Ce service est réalisé dans un laboratoire de contrôle, le client renvoie un échantillon de la toile utilisée qui sera analysé suivant lépaisseur, la perméabilité à lair, visualisation au microscope, et taux dutilisation.
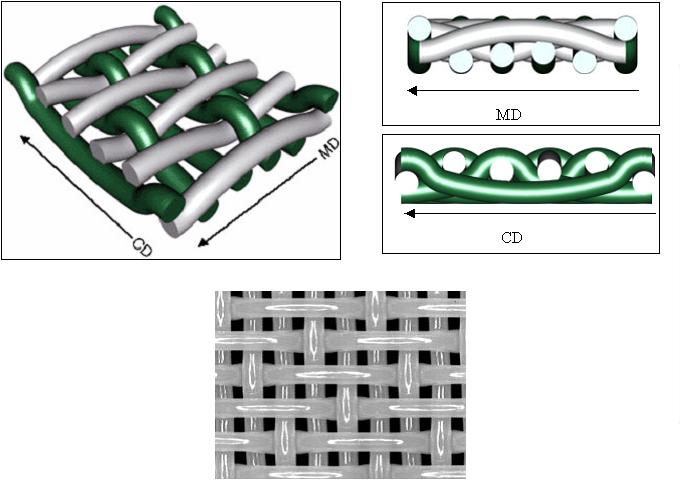
Descriptions et échantillons de toiles :
Les toiles sont fabriquées pour différentes qualités de papier, cest pour cela quil existe différents types de motifs.
Exemple de motif de toile :
Simple Couche :
2. Moyens préliminaires disponibles et contraintes de réalisation
Contrainte de l'environnement
- Système d'exploitation Windows 2000 sur les PC de développement
- Système d'exploitation µCLinux sur les cartes ColdFire
- Analyse : objet - UML
- Langage des fichiers daide et pour la page WEB de configuration du chip : HTML
- Langage de programmation : C++ version Visual C++ 6.0 de Microsoft et compilateur C sous µCLinux

