Commandes numériques - SmCom

1. Présentation du projet
2. Expression des besoins
3. Moyens préliminaires disponibles et contraintes de réalisation
3.1. Spécifications
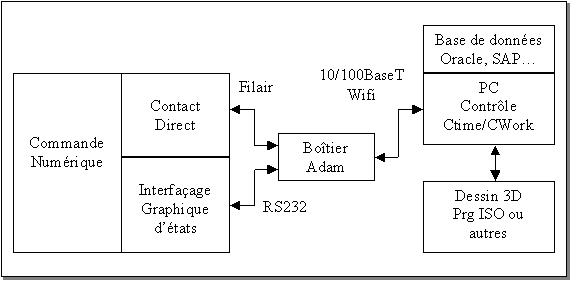
3.2. Synoptique de l'architecture matérielle (diagramme de déploiement)
3.3. Contrainte de l'environnement
1. Présentation du projet
Lentreprise
SmCom est une entreprise de développement de logiciels permettant la supervision de CNC (Commandes numériques).
Ses logiciels actuellement distribués sont :
- Cwork : Communique avec des CNC
- Ctime : Calcule les temps de productions
- Ctools : Génère des correcteurs doutils
- Cnet : Interface les Cnc en réseau
avec comme principaux clients : Sarmat, Burckert, Somexe, Schneider Electric, Alstom
.
Lobjet du projet est de continuer le développement des logiciels Cwork/CTime et de rajouter certaines fonctionnalités.
Cwork est un logiciel ergonomique, intuitif et visuel. Il est :
- Editeur de programmes des machines avec gestions des droits
- Module de comparaison
- Gestion des états des programmes ( indice / statuts )
- Importation automatique des logiciels de FAO
- Journal des activités
- Numérotation de bloc, compressions, calcul

Copie d'écran de CWork

Copie d'écran de CWork
CTime permet le suivi de la production et réalise des calculs de temps à partir détats de la machine. Il permet :
- Visualisation détats machine
- Association dactions particulières
- Interfaçage avec Cwork
- Récupération détats directement sur la machine
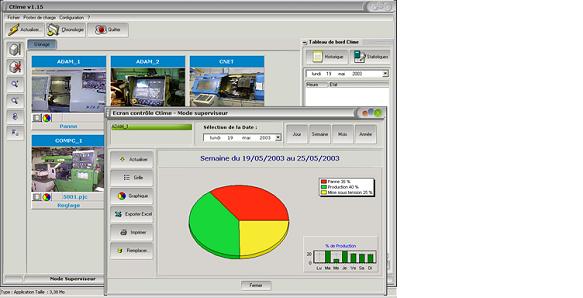
Copie d'écran de CTime
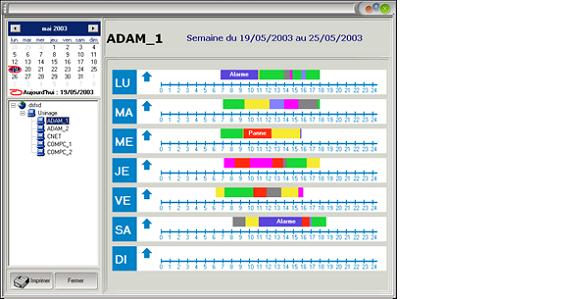
Copie d'écran de CTime
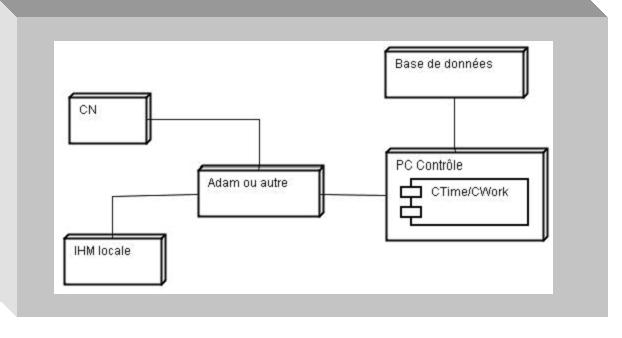
Les informations sur la production sont saisies par lopérateur sur un terminal de la commande numérique comme par exemple Intelligent Instrumentation. Laffichage local de létat de production (défaut dhuile, production, réunion, pause
) est transmis via un boîtier Adam à un PC de contrôle
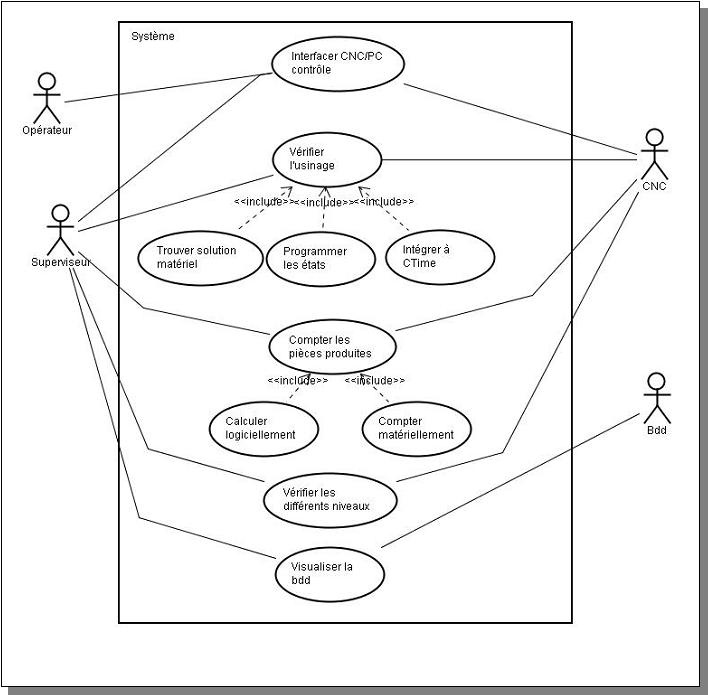
 Travail à effectuer :
Travail à effectuer :
- Rechercher une nouvelle dalle tactile (Ethernet et Wifi) permettant la remontée des états de production (actuellement Adam de Factory System). Cette recherche devra tenir compte du coût de la dalle, de la demande des clients (ergonomie adaptée aux différents besoins spécifiques aux métiers), de la programmation proprement dite.
- Trouver une solution matériel pour détecter si la CN est effectivement en production. En effet, lopérateur peut indiquer sur la dalle tactile une information erronée. La recherche sorientera vers un capteur vibratoire. Si la CN usine, linformation sera différente à un outillage inerte. La programmation des différents paramètres détats sur le logiciel Ctime fera aussi lobjet de létude. Suivant le type de fabrication, la vibration « à vide » et en usinage est différente.
- Une demande de remontée du comptage de pièces est souhaitée. Une étude de comparaison entre un comptage par cellule photo-électrique ou par information sur le lancement du programme dusinage.
- Trouver une solution matériel de vérification de niveau par différentes jauges (huile,
) et lintégrer dans tout le système opérationnel.
- Visualiser de la base de données par Cristal Report de manière intuitive les différentes informations de différents clients
Le travail des étudiants se fera en collaboration avec léquipe de SmCom, ainsi quavec les différents clients concernés par ce développement. La communication se fera par TSE (Terminal Server), par Skip/webcam et par déplacement des étudiants pour des réunions à définir.
2. Expression des besoins
3. Moyens préliminaires disponibles et contraintes de réalisation
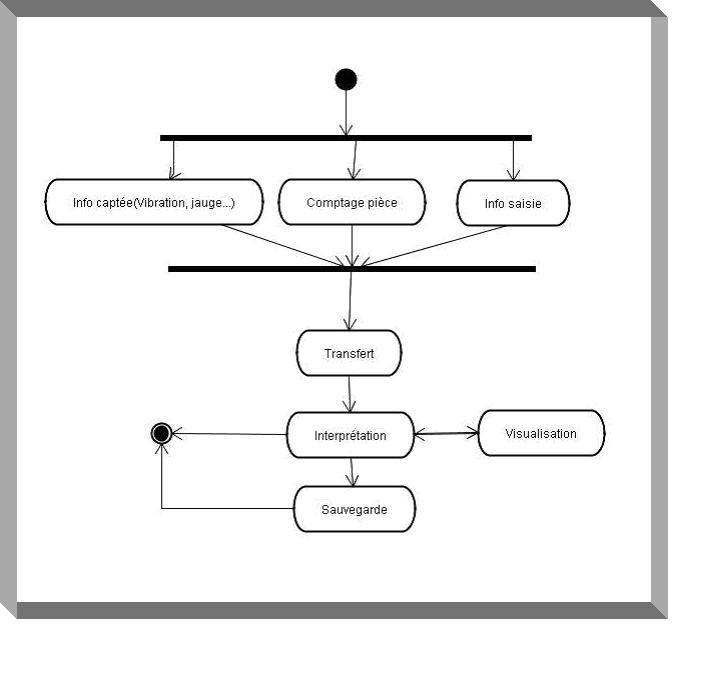
3.1. Spécifications
Diagramme détats décrivant le comportement nominal :
3.2. Synoptique de l'architecture matérielle (diagramme de déploiement)
3.3. Contrainte de l'environnement
- Système d'exploitation WindowsXP/ Linux
- Analyse : objet - UML
- Langage de programmation : Borland Delphi

